



|
Ürün ayrıntıları:
|
|
| Menşe yeri: | Çin |
|---|---|
| Marka adı: | hongcheng |
| Sertifika: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2015, IEI |
| Model numarası: | 1/2" İLE 36" |
|
Ödeme & teslimat koşulları:
|
|
| Min sipariş miktarı: | 1ton |
| Fiyat: | Discussion |
| Ambalaj bilgileri: | Kontrplak Kasalar veya Paletler |
| Teslim süresi: | 7-15 iş günü |
| Ödeme koşulları: | T/T, L/C bakışta |
| Yetenek temini: | 2 Milyon Ton/Yıl |
|
Detay Bilgi |
|||
| Model numarası:: | 1/2"-36" | Standart:: | Astım A234 Astım A335 |
|---|---|---|---|
| Paketleme Detayları:: | müşteri gereksinimlerine göre/tahta sandık ambalaj | Üretim standartları:: | ulusal standart, elektrik standardı, gemi standardı, kimyasal standart, su standardı, Amerikan stand |
| Malzeme sınıfı:: | WP11, WP22, WP5, P9,P91, P92 | Üretim yöntemi:: | itme, presleme, dövme, döküm vb. |
| DERECE:: | 45° 90° 180° | Duvar kalınlığı:: | SCH10, SCH20, SCH30, STD, SCH40, SCH60, XS, SCH80, SCH100, SCH120, SCH140, SCH160 ve XXS |
| Vurgulamak: | WP22 paslanmaz çelik uzun yarıçaplı dirsek,WP11 paslanmaz çelik uzun yarıçaplı dirsek,WP22 paslanmaz çelik dirsek konnektörü |
||
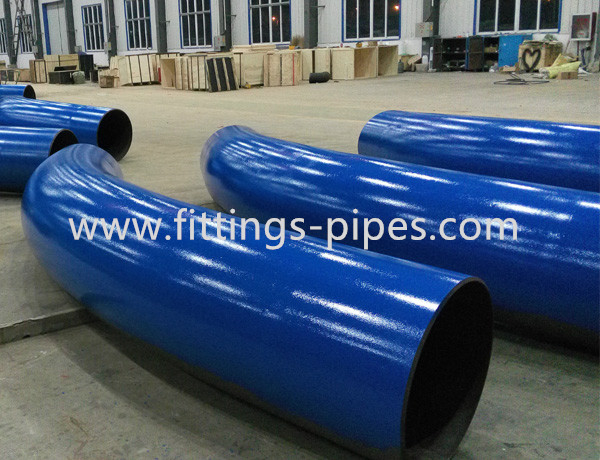
Ürün Açıklaması
Paslanmaz çelik dirseğin ısıl işlem işleminin avantajları aşağıdaki gibidir:
1. Paslanmaz çelik dirseğin ön ısıtması, orta karbonlu çelik ısıdan etkilenen bölgenin büyük sertliğini azaltmaya ve soğuk çatlamayı önlemeye yardımcı olur.Bu, orta karbonlu çeliğin kaynağı için ana işlem ölçüsüdür.Ön ısıtma ayrıca kaynaklı bağlantıların plastisitesini artırabilir ve kaynak sonrası artık gerilimi azaltabilir.
2. Genel olarak, 35 ve 45 çeliğin ön ısıtma sıcaklığı 150~250 ℃ olduğunda, kalınlık ve sertlik arasındaki ilişki nedeniyle, karbon içeriği iyiyse veya çatlak eğilimi büyükse, ön ısıtma sıcaklığı 250°C'ye yükseltilebilir. 400 ℃.
3. Kaynak yeri çok büyükse ve genel ön ısıtma zorsa, yerel ön ısıtma yapılabilir.Kaynağın her iki tarafındaki yerel ön ısıtmanın ısıtma aralığı 150~200 mm'dir.Koşullar izin verdiğinde alkalin elektrik kullanılmalıdır.
4. Oluk şeklinde, mümkün olduğunca kaynaklar için U-şekilli oluk kaynağı benimsenecektir.Döküm hatası ise kürekle açılan oluk düzgün olmalıdır.Amaç, kaynaktaki karbon içeriğini azaltmak ve çatlakları önlemek için kaynak metaline eritilen ana metal oranını azaltmaktır.
5. Kaynak sonrası ısıl işlem, özellikle büyük kalınlık, iyi rijitlik ve kötü çalışma koşullarına (dinamik yük veya darbe yükü) sahip kaynaklar için kaynaktan hemen sonra gerilimi gidermek için iyi bir yöntemdir.Stresi gidermek için tavlama sıcaklığı 600~650 ℃'dir.
| Ürün adı | Paslanmaz Çelik Dirsek | ||||||||||||||||||||||||
|
Üretim yöntemi |
Şuna göre özelleştir: 1) müşteriler ürün resimleri sağlar 2) müşteri tasarım çizimleri sağlar (Müşteri ihtiyaçlarına göre boyut) 3) müşteri bize numune gönderir |
||||||||||||||||||||||||
| Malzeme sınıfı | 201,202,301,302,303,304,304L,304N1,309S,310S,316,316L,316Ti,316N,317,317L,321,409L,410,420,430,904,904L,vb. | ||||||||||||||||||||||||
| Boyut | 1/2" - 48" Sch 5S - XXS | ||||||||||||||||||||||||
| Standart | ASTM A403 vb. | ||||||||||||||||||||||||
| İşlem Yöntemi | Dövme / Döküm | ||||||||||||||||||||||||
| avantaj |
a) Boruları bağlayın a) Yüksek teknoloji;iyi yüzey;yüksek kalite vb |
||||||||||||||||||||||||
| Fiyat Öğesi | FOB, CFR, CIF veya müzakere olarak | ||||||||||||||||||||||||
| Ödeme | T / T , LC veya müzakere olarak | ||||||||||||||||||||||||
| Teslimat süresi | Depozitonuzu ve tasarımınızı aldıktan sonra 20 iş günü (sipariş miktarına göre) | ||||||||||||||||||||||||
| paket | Standart endüstriyel ambalaj veya müşteri ihtiyacına göre | ||||||||||||||||||||||||
| Kalite | Değirmen Testi Sertifikası sevkiyatla birlikte verilecektir, Üçüncü Taraf Muayenesi kabul edilebilir
|
Ortak Kimyasal Bileşim
| Seviye | C | Si | Mn | P | S | Ni | cr | ay |
| 201 | ≤0,15 | ≤0,75 | 5.5-7.5 | ≤0,06 | ≤ 0,03 | 3.5-5.5 | 16.0-18.0 | - |
| 301 | ≤0,15 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 6.0-8.0 | 16.0-18.0 | - |
| 304 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 8.0-10.5 | 18.0-20.0 | - |
| 304L | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0-13.0 | 18.0-20.0 | - |
| 316 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 |
| 316L | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0-15.0 | 16.0-1 8.0 | 2.0-3.0 |
| 321 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.013 | 17.0-1 9.0 | - |
| 410 | ≤0,15 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | - | 11.5-13.5 | - |
| 430 | ≤0,12 | ≤0,75 | ≤1.0 | ≤0,040 | ≤ 0,03 | ≤0,60 | 16.0-18.0 | - |
Alaşımlı dirsekler farklı yerlerde kullanılmaktadır.Örneğin, manganlı çelikten yapılan alaşımlı dirsekler, darbeye, ekstrüzyona, malzeme aşınmasına vb. karşı mükemmel performansları nedeniyle genellikle beton iletim boru hatlarında, çamur iletim boru hatlarında ve ciddi aşınma tüketimi olan diğer boru hatlarında kullanılır. Yüksek manganlı çelik alaşımlı dirsek, sıvı akışının nispeten yoğun olduğu ve etkinin nispeten güçlü olduğu boru hattında kullanılır;Nikel çelikten yapılmış alaşımlı dirsekler genellikle yüksek konsantrasyonda oksitleyici asit (nitrik asit, sülfürik asit) içeren normal sıcaklıktaki iletim boru hatlarında kullanılır, ancak indirgeyici asit (hidroklorik asit, seyreltik sülfürik asit, vb.) , hidroklorik asit konsantrasyonu çok düşük olmadığı sürece;Martensitik alaşımlı dirsek, yüksek yüksek sıcaklık dayanımına, oksidasyon direncine ve 650 ℃'nin altında su buharı korozyon direncine sahiptir, ancak kaynaklanabilirliği zayıftır.Bu nedenle, genellikle yüksek sıcaklıklı buhar iletim boru hattında ve su gazı boru hattında kullanılır.
Malzemeler: karbon çeliği, alaşım, paslanmaz çelik, çelik döküm, alaşımlı çelik, paslanmaz çelik, bakır, alüminyum alaşımı, plastik, argon asfalt, PVC, PPR, RFPP (güçlendirilmiş polipropilen), vb.
Üretim yöntemi: itme, presleme, dövme, döküm vb.
Üretim standartları: ulusal standart, elektrik standardı, gemi standardı, kimyasal standart, su standardı, Amerikan standardı, Alman standardı, Japon standardı, Rus standardı, vb.
![]()
Mesajınız Girin
Yurtiçinde ve yurtdışında birinci sınıf bir özel çelik boru hattı ekipmanı imalat işletmesi olun
| Hebei Hongcheng Pipe Fittings Co., Ltd. |
| Wuliyao Sanayi Bölgesi, Yanshan İlçesi, Cangzhou Şehri, Hebei Eyaleti, Çin |
| +86-317-6193326-+8618031760999 |
| hcpipe777@gmail.com |